
.png)
Last Updated:
October 27, 2025
In catheter design, torque response—the ability to transmit rotational force from the proximal end to the distal tip—is a critical performance parameter that directly impacts procedural success. Whether navigating tortuous anatomy in neurovascular interventions or precisely positioning devices in structural heart procedures, physicians depend on predictable 1:1 torque transmission to maintain control and reduce procedure times.
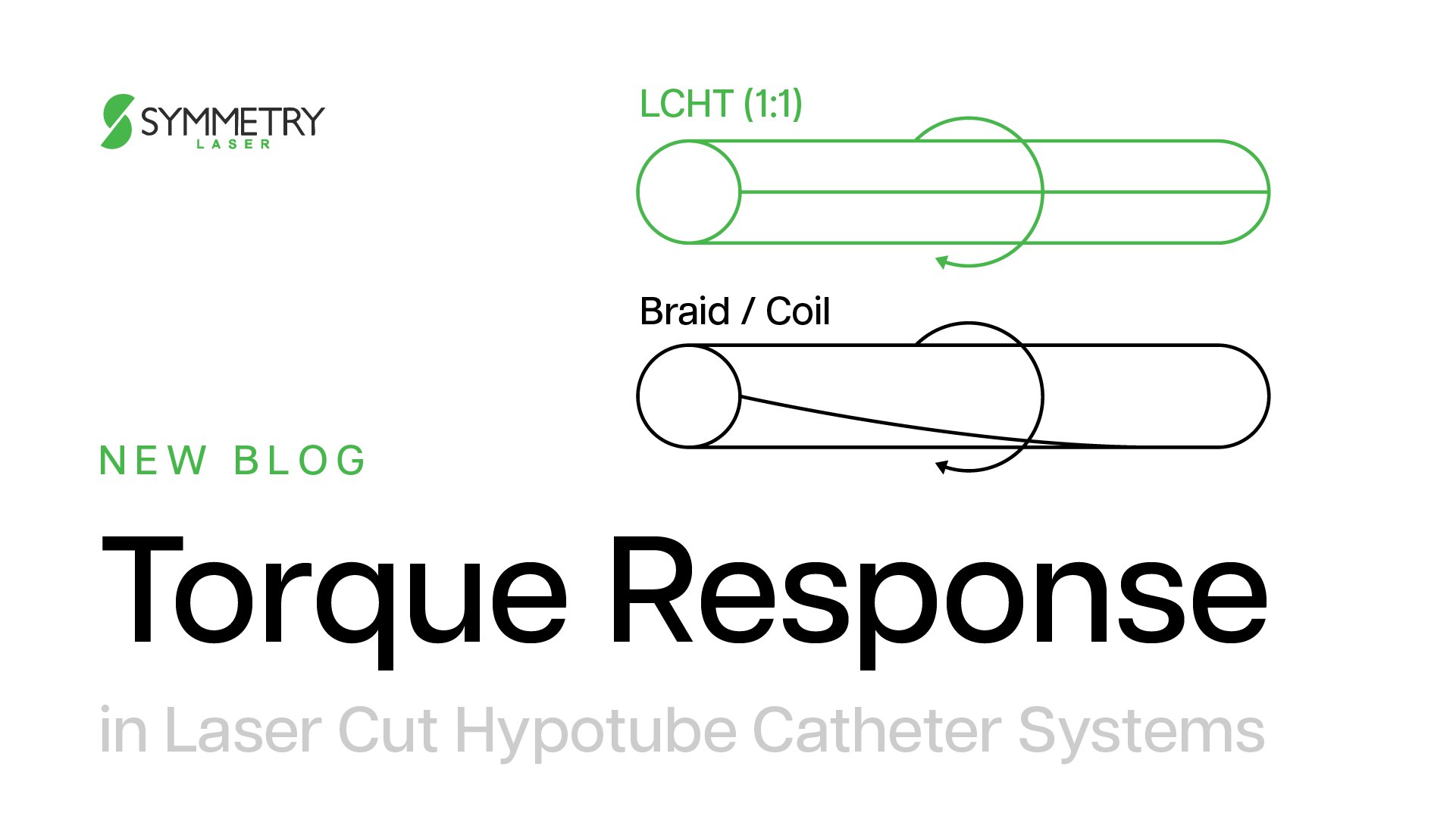
While traditional reinforcement methods like braided wire and coil have long been the standard, laser-cut hypotube technology is increasingly recognized as a superior solution for applications demanding exceptional torque response. This post examines the mechanical principles behind torque transmission in catheter shafts and provides a technical comparison of laser-cut hypotubes against braid and coil reinforcement.
Torque response is fundamentally determined by the torsional stiffness of the catheter shaft—its resistance to twisting under applied torque. The key equation governing this behavior is:
θ = TL / GJ
Where:
θ = angle of twist
T = applied torque
L = length of shaft
G = shear modulus of the material
J = polar moment of inertia
For optimal torque response, we want to minimize θ (the twist angle) for a given applied torque T. This requires maximizing the torsional rigidity (GJ) of the reinforcement structure.
Laser-cut hypotubes are produced by precision laser machining of thin-walled stainless steel tubing. The cutting process creates custom patterns—ranging from simple helical cuts to complex geometric designs—while maintaining the structural integrity of the base tube.
Continuous circumferential structure: Unlike braid, which consists of individual wires that can shift relative to one another, a laser-cut hypotube maintains a continuous material structure around the circumference. This eliminates the micro-slippage that occurs between braid wires under torsional load.
Additionally, the J value in our torsional rigidity equation is maximized when material is positioned far from the neutral axis. A hypotube's tubular geometry inherently places all material at maximum radial distance, whereas braid wires occupy varying radial positions as they crossover one another.
Lastly, by customizing the cutting pattern, engineers can precisely control the geometry to optimize the balance between torsional stiffness and flexibility. A tighter helix angle (closer to 90° from the longitudinal axis) provides higher torsional rigidity, while a more acute angle enhances longitudinal flexibility.
Symmetry Laser is here for you! We are laser cutting experts with years of experience in the medical industry with the insights and know-how to create the perfect laser cut hypotube for your project.
Let's work together
Braided reinforcement consists of stainless steel or composite wires woven in a helical pattern around a polymer inner liner. Braid has been the workhorse of catheter reinforcement for decades due to its flexibility and kink resistance.
Torque response limitations:
Inter-wire friction and slippage: When torque is applied toa braided shaft, the individual wires must slide relative to one another. The friction between wires creates hysteresis, a lag between input and output rotation that increases with shaft length and tortuosity. In a 135cmneurovascular guide catheter navigating the aortic arch, this can result in45-90° of rotational lag.
Polymer encapsulation effects: Braid wires are typically embedded in polymer layers, which can absorb some of the applied torque, further degrading torque response.
Coil reinforcement uses a helically wound wire embedded in or attached to the catheter shaft. Coils excel at kink resistance but are generally the poorest performers for torque transmission.
Torque response limitations:
Inherent helical structure: A coil's helical geometry means that applying torque simply tightens or loosens the coil rather than efficiently transmitting rotation. The effective torsional stiffness is orders of magnitude lower than a tubular structure.
Limited to specific applications: Coils are primarily used in distal catheter sections where extreme flexibility is required (such as in over-the-wire systems) or in applications where torque response is less critical than kink resistance.
Both stainless steel (304V, 316LVM) and nitinol laser-cut hypotubes are available. Nitinol offers super elastic properties that can enhance kink recovery, while stainless steel provides higher torsional rigidity for applications where torque response is paramount.
Manufacturing and Prototyping Advantages
Beyond performance benefits, laser-cut hypotubes offer significant advantages in the development cycle:
Rapid iteration: Custom patterns can be programmed and cut in days rather than the weeks required to set up and produce prototype braid or coil. This accelerates the design-test-refine cycle critical to catheter development.
Pattern libraries: Engineers can leverage existing pattern designs and modify them for new applications, while braid requires entirely new wire configurations and mandrel setups.
Dimensional consistency: Laser cutting provides sub-millimeter precision, ensuring consistent performance from prototype to production. Braid can exhibit variability in pitch angle and wire tension that affects torque response.
For catheter applications where torque response is acritical performance parameter, laser-cut hypotube reinforcement offers measurable advantages over traditional braid and coil systems. The monolithic structure, optimized polar moment of inertia, and pattern customization capabilities enable engineers to achieve near-perfect 1:1 torque transmission even in long, tortuous anatomies.
As the medical device industry continues to push toward smaller profiles, longer working lengths, and more complex anatomical targets, the precision and performance of laser-cut hypotube reinforcement will become increasingly essential. By understanding the mechanical principles underlying torque transmission and leveraging modern laser cutting capabilities, catheter engineers can develop next-generation devices that give physicians the control they need for optimal patient outcomes.
Symmetry Laser maintains over 1 million feet of hypotube stock and offers rapid prototyping of custom laser-cut patterns in 3-5 days. Contact our engineering team to discuss how laser-cut reinforcement can enhance the torque response of your catheter system.
The Symmetry Laser Engineering team combines for more than 60 years of industry experience designing and manufacturing the most innovative and dependable laser cut hypotubes (LCHT). The Symmetry Engineering team is dedicated to providing its customers with effective catheter solutions that enable life saving devices.
sales@symmetrylaser.com
Innovative Laser Cutting Solutions.
305 Mace Blvd. Suite 100,
Davis, CA 95618
(530) 564-8001
© 2022 Symmetry Laser, All Rights Reserved.

